产品型号:SL908
产品说明:SL908焊剂是一款适用性极高的清洗型助焊剂,它能够适用于有铅及无铅焊接,适用于单面板、双面板或多面板的焊材要求,同时能够满足手浸焊、波峰焊(喷雾或发泡)等多种焊接工艺的焊接要求。焊接后必须要清洗干净.
产品特点:
▲产品符合ROHS及JIS-Z-3282等标准要求;
▲焊接速度快,短路、连焊较少;
▲焊点较为光亮;
▲在多面板或OSP板焊接时透锡性好;
▲焊后残留少且均匀,板面干燥快;
制程控制:
波峰焊锡炉建议参数:
*预热温度:90-120摄氏度(板面实际温度); *锡炉温度:250±5摄氏度(锡铅)、260±5摄氏度(无铅);
*送板速度:1.1-1.4M/MIN; *气刀的角度:10-45度; *倾角:5.0-6.5度;
手动炉浸锡建议参数:
*将线路板或焊接元件轻轻浸入助焊剂表面蘸少许,流平流净,最好能有封闭式热体预热,浸入锡槽3-5秒;
*锡炉温度:260+5摄氏度;
*浸焊锡炉上应有通风装置;
*如用于发泡装置,发泡棒的孔径应在0.02MM以下,焊剂表面要高于发泡棒1英寸以上;
注意事项:
*严禁与其他类助焊剂、稀释剂混用
*用于密闭喷雾焊接时,可不必添加稀释剂
*用于发泡焊接时, 或用于敞口容器空间焊接时,因溶济挥发后,会造成本产品浓度升高,或有结晶物质析出,应及时添加我公司配置的稀释剂,连续使用的焊剂每天应排出换新品
*用于敞口容器空间焊接时,因溶济挥发后,会造成本产品浓度升高,或有结晶物质析出
* 对于氧化严重的线路板或引线管脚建议处理后再焊接;
* 合理调整喷雾量或发泡高度,以使助焊剂能够均匀分布于板面上,对于有IC插座及晶振 的线路板,要尤其慎重调整焊剂的涂布量
* 喷雾罐应每周清洗一次,喷嘴应每天上班前或下班后清洗一次;
* 焊接完成后,必须要用我公司配备的清洗剂清洗干净。
技术规格:
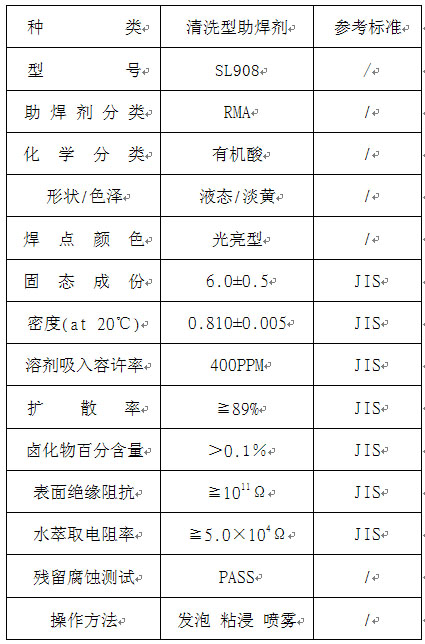 |




 SL908清洗型焊剂
SL908清洗型焊剂


