����˾��Sn60.7/Bi35/Ag0.3)��Ǧ��������������������������������ٵ����������ƶ��ɡ���Խ������ӡˢ�����ԣ����⣬����Ʒ������֮�����࣬���þ��и������ĵ�������±��֮���ϵͳ��ʹ���ڻغ�֮��Ě�����ʹ��ϴҲ��ӵ�м��ߵĿɿ��ԣ�����Ʒȫ��ͨ��SGS������֤��
ӡˢ����
1.������ӡˢʱ����ճ�ȼ��پ�ʱ�仯���ɻ�÷dz��ȶ�ӡˢ�ԡ�
2.����0.4mm�����ϼ��ĵ�·���������ɾ�����ӡˢ��
3.��ӵ�м��Ѻ����ԣ����ڲ�ͬ��λ���ֳ��ʵ���մʪ�ԡ�
4.����������һ��������뵪��֮�غ�¯��
5.���ڼ���֮����¶��£����ܻ�����õĺ����ԡ�
Ʒ�ʱ�֤����
Ʒ�ʱ�֤����Ϊ�����90�죬�������ܷⱣ����0-10�漰75 % RH���¡�
ʹ��ʱӦע������
1.���ӱ�����ȡ�����������ʹ֮���������£���25���Ǹ�������4Сʱ����ʼ�ɿ��Ⲣ�ùβ����Զ�����װ�õȽ�����ȡ�����δ����������ǰ���⣬����������£�������ɲ�������ķ�����
ʹ���Զ�����װ�ð�ʱ��ԼΪ2-3���ӣ��ӽ�����ֶ�������ʹ�ùβ�����ʱ��Ϊ3-4���ӣ���ֹʹ������������ʹ���¶�˲��������������
2.��ӡˢ����
������Ǧ����Ϊ����ˮ�ԣ����¶Ȳ������У������ڽϸ��¶ȣ����80%���ʪ�ȣ��������¹�����ӡˢ���������±���ʾ�ķ�Χ���趨�������ʾ��
|
�� Ŀ |
�� �� �� Χ |
|
�������� |
Additive�� (������ӷ���ѧ����) |
|
�� �� |
�����ε����۰��������ε�
(Ӳ��80��90��Durometer) |
|
�ε��Ƕ� |
50∘�� 70∘ |
|
�ε��ٶ� |
20��60 mm / �� |
|
ӡ ѹ |
1.0��2.0 kg / cm2 (10��20N)��100��200 kPa |
3.��Ԫ����ճװʱ��
Ԫ����ճװӦ������ӡˢ��6��10Сʱ���ڽ��У�ӡˢ���������̫�ã�������潫���ɶ����Ԫ��ճװ��˳��ԭ��
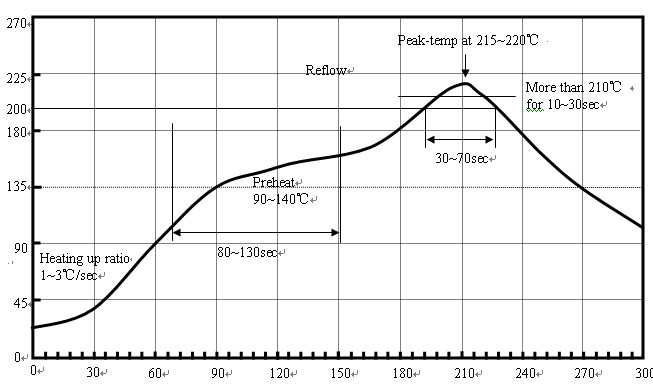
��ͼ��ʾSMT���������¶�����,���Ȳο������¶����߿�����Ч��������Ĵ������Լ�����ķ�����
 |




 ��Ǧ���ࣨSn60.7/Bi35/Ag0.3)
��Ǧ���ࣨSn60.7/Bi35/Ag0.3)


